Catálogo de productos 2022
Tenemos el gusto de mostrar nuestro nuevo catálogo de productos y servicios; Revisa las marcas que representamos y distribuimos para Perú.

Tenemos el gusto de mostrar nuestro nuevo catálogo de productos y servicios; Revisa las marcas que representamos y distribuimos para Perú.
Blue Soluciones ofrece una forma de monitorear cuándo se alivian los respiraderos de los tanques.
En esta nueva era en la que siempre se desea obtener más información, Blue Soluciones ofrece ahora una forma de monitorear cuándo se alivian los respiraderos de los tanques. Nuestro sistema de alarma de alivio WirelessHART MCG 1097 puede enviar una señal para notificar al operador cuando un dispositivo de presión está liberando. Esta valiosa información se puede monitorear y rastrear. Los datos confiables instantáneos demostrarán ser un activo que evita la molestia de conjeturas e inspecciones manuales de dispositivos, lo que le ahorrará tiempo y dinero.
En esta nueva era en la que siempre se desea obtener más información, Blue Soluciones ofrece ahora una forma de monitorear cuándo se alivian los respiraderos de los tanques. Nuestro sistema de alarma de alivio WirelessHART MCG 1097 puede enviar una señal para notificar al operador cuando un dispositivo de presión está liberando. Esta valiosa información se puede monitorear y rastrear. Los datos confiables instantáneos demostrarán ser un activo que evita la molestia de conjeturas e inspecciones manuales de dispositivos, lo que le ahorrará tiempo y dinero.
La verificación y verificación de la confiabilidad de los dispositivos de alivio de presión en los tanques de almacenamiento ha sido costosa y requiere mucho tiempo. Tradicionalmente, cada dispositivo era revisado periódicamente por técnicos que subían a los tanques e inspeccionaban manualmente cada dispositivo. Con las soluciones WirelessHART, estos dispositivos de alivio se pueden monitorear de forma remota.
Las capacidades de malla WirelessHART le permiten llevar instrumentación de seguridad completamente inalámbrica a accesorios de tanques que antes no estaban monitoreados. El uso de los adaptadores WirelessHART operados por baterías de L&J engineering le permite rastrear el alivio de sus respiraderos de conservación y respiraderos de emergencia Shand & Jurs. Los datos que tardarían horas en obtenerse están disponibles instantáneamente en el monitor de alarma de panel táctil MCG 7030 con receptor inalámbrico o en la sala de control.

Un adaptador WirelessHART que funciona con baterías está montado en la parte superior de cada ventilación del tanque que se comunica con el adaptador WirelessHART montado en las ventilaciones del tanque vecino. Esto crea una malla que se conectará a un MCG 5200 WirelessHART Gateway. La red está diseñada para ser una red autoorganizada y autorreparable que minimiza los puntos de falla incluso en las condiciones más difíciles. Es altamente asegurable, fácil de usar e infinitamente configurable con más del 99% de confiabilidad de datos.



No se requiere línea de visión
Si la puerta de enlace no puede ver un adaptador, otros adaptadores encontrarán una ruta para transmitir los datos a la puerta de enlace.
Mayor confiabilidad con la red de autocuración
Construida sobre la arquitectura estándar WirelessHART, nuestra red inalámbrica está diseñada para ser una red autoorganizada y autorreparable que minimiza los puntos de falla. Es altamente asegurable, con una confiabilidad de datos de más del 99%.
No es necesario subir al tanque
Toda la información se muestra en el monitor de alarma de panel táctil MCG 7030 con receptor inalámbrico o en la sala de control.
Disponible para los siguientes dispositivos de alivio
• 94225 Válvula de venteo de emergencia (presión y vacío)
• 94210 Válvula de venteo de emergencia (presión)
• 94020 Venteo de conservación (presión y vacío)
• 94130 Venteo de alivio de presión
• 94160 Venteo de alivio de presión
Contáctenos hoy para ventas al +51 1 489-9798 o al correo ventas@bluesoluciones.pe y permítanos ayudarlo a decidir qué solución funcionará mejor para su aplicación.
Vivimos los valores de nuestra empresa todos los días. Y todos los miembros de la familia MannTek saben que sin ellos, no estaríamos donde estamos hoy. Con orientación al cliente en todo lo que hacemos, espíritu emprendedor y sin jerarquías. O como lo llamamos, al estilo MannTek.
MannTek tiene un historial de innovación y soluciones de acoplamiento de calidad personalizadas. Con equipos sólidos, experimentados y dedicados que constan de 72 empleados repartidos en siete países, MannTek tiene como objetivo realizar negocios con respeto y comprensión.
Para garantizar un proceso eficiente, practicamos la producción de una pieza. Fabricación justo a tiempo. Eso significa que las piezas pueden estar disponibles cuando se necesiten en la cantidad necesaria. En MannTek, los operadores independientes son responsables de la calidad y del ciclo de producción total. También contamos con pruebas de presión automatizadas controladas por computadora y un breve tiempo de preparación para pedidos urgentes. Esto significa una planificación de la producción nula o mínima gracias al personal hábil y dedicado.

Gracias a nuestro proceso único, obtenemos comentarios de calidad constantes y resultados de pruebas confirmados con todos los datos registrados. La producción está configurada para ser ergonómica para nuestros compañeros de trabajo y hacer que su situación de trabajo sea más cómoda.
En MannTek garantizamos la trazabilidad total del material para todos los componentes (3.1 EN 10204). Nuestros acoplamientos y soluciones de transferencia obtienen su propio número de identificación. El número de identificación permite rastrear certificados de material completos de forma retroactiva. Se registran todos los datos de nuestro ciclo de prueba y la identidad del recolector y del ensamblador / probador. Esto significa que estamos certificados para ISO 9001: 2015, PED 2014/68 / EU (Módulo D1) y ADR / RID.



Nos aseguramos de que todos los componentes sean probados criogénicamente antes de la entrega. En MannTek tenemos todas las instalaciones en el sitio para pruebas criogénicas. También ofrecemos prueba de aceptación de fábrica (FAT) en el sitio, disponible para sistemas de transferencia completos.


MannTek tiene la gama de productos más amplia del mundo. Vendemos nuestros productos y soluciones en todo el mundo a través de distribuidores y OEM con una participación de exportación del 99%. Todos nuestros componentes son producidos por subcontratistas y los subcontratistas clave están integrados en sistemas de garantía de calidad.[1]
Blue Soluciones provee conectores y acoples rápidos o breakaway para GNL y otro productos. Para obtener más información o si tiene preguntas, envíe un correo electrónico a ventas@bluesoluciones.pe o solicite una cotización aquí.

[1] Leer Artículo original “The mannTek way” en MannTek.se®
Definición de capacidad de retención de suciedad:
La cantidad de contaminante que un elemento filtrante puede atrapar y retener antes de que se alcance la contrapresión máxima permitida o el nivel delta P.
Valores para filtros:
La siguiente imagen muestra datos de capacidad de retención de polvo fino de prueba por diferentes medios. Los datos se muestran en coordenadas semilogarítmicas ya que la capacidad de retención relativa del medio de nanoalúmina es tan grande que los datos para los medios de membrana y fundidos no serían discernibles. Los datos demuestran que el medio de nanoalúmina tiene una capacidad extraordinaria para adsorber partículas al tiempo que logra una alta eficiencia de retención. El filtro logra tal rendimiento con un flujo de agua equivalente o mayor que otros medios filtrantes destinados a filtrar partículas submicrónicas.

Fuente: Lenntech B.V. Dirt holding capacity (DHC) of filters
Las unidades de filtración de cartucho generalmente operan de manera más efectiva y económica en aplicaciones que tienen niveles de contaminación de menos de 100 ppm. Para aplicaciones de mayor contaminación, los cartuchos se utilizan normalmente como filtros de pulido final.
Aplicaciones:
A continuación se enumeran los sistemas básicos de filtros de cartucho.






Fuente: filters and filtration handbook, 3rd edition, elsevier advanced technology
Para calentar cualquier proceso, seleccionar el calentador adecuado es fundamental para el éxito. Se deben revisar varios factores para seleccionar el material, la densidad de vatios y el funcionamiento del calentador adecuados.
La selección de la función del calentador eléctrico requiere tres componentes:
Q = MCΔT
Q = Servicio requerido en BTU/Hr
M = Masa a calentar (lb/hr, kg/hr)
C = Calor específico del fluido
ΔT = diferencia de temperatura (temperatura final – temperatura inicial en °F)
Por ejemplo.- Para calentar agua a 50 gpm de 50 a 100 °F el calculo sería el siguiente:
El agua pesa 8.34 lbs/galón, por lo que 50 * 8.34 = 417 Lb / Minuto * 60 = 25,020 Lbs/Hr
El calor específico del agua es de 1 btu/lb °F
25,020 Lb/Hr * 1 btu/Lb °F * 50 °F = 1,251,000 btu / Hr
Dado que hay 3412btu en 1kW (3412 btu/kW), entonces 1,251,000 / 3412 = 366.6 kW.
Este es un procedimiento de dimensionamiento muy simplista para un calentador de estilo de circulación. Otros factores incluyen la pérdida de calor y las fluctuaciones de voltaje / resistencia del elemento. Los calentadores de alta temperatura deben aislarse adecuadamente tanto para la conservación de energía como para la protección del personal.
Nos interesan tres cosas al determinar la densidad de vatios adecuada.
Calor específico es la cantidad de energía para elevar 1 unidad de fluido 1°F. Se mide como Btu/lb °F.
La viscosidad es la resistencia de un fluido a fluir. Los fluidos pueden fluir por flujo forzado (bomba / soplador) o por flujo natural (aplicaciones de calentamiento de tanques). El agua tiene una viscosidad baja mientras que el petróleo crudo tiene una viscosidad alta. La capacidad del fluido para fluir alrededor del calentador es fundamental para determinar la densidad de vatios. Los fluidos con una viscosidad baja se pueden calentar con una densidad de vatios más alta que un fluido más viscoso.
La conductividad térmica es la capacidad de un fluido para transferir calor. Se mide como btu / hr – Ft – °F. El calor se transferirá a mayor velocidad cuando un fluido tenga una alta conductividad térmica.
La combinación de estas tres propiedades determina la densidad de vatios adecuada. Blue Soluciones trabaja de la mano con los fabricantes que utilizan un programa de cálculo patentado para predecir la temperatura del elemento calefactor.
La selección del material es importante para prevenir la corrosión y fallas prematuras. Deben revisarse las propiedades de los fluidos como la temperatura, el pH y la mezcla de componentes. No existe un material que sea bueno para todas las aplicaciones. El contenido de sulfuro de hidrógeno, agua desionizada o desmineralizada, sodio o contenido de ácido jugarán un papel importante en la determinación de la selección del material. La corrosión galvánica también puede desempeñar un papel importante. La aleación 800 (UNS N08800) es la opción preferida para muchas aplicaciones, mientras que la aleación 825 (UNS 08825) se prefiere para fluidos con contenido de sulfuro de hidrógeno. Para agua desionizada, los elementos Alloy 800 (UNS N08800) con pasivación son una buena opción.
Los elementos calefactores normalmente vienen en una de estas tres formas:
Si el precio es una preocupación, entonces el tubo soldado es el menos costoso. El tubo soldado y estirado es un tubo soldado que se ha estirado sobre un mandril para quitar la unión soldada y tiene propiedades similares a las de una costura. Los verdaderos elementos sin costura son los más caros pero tienen la mejor resistencia a la corrosión. [1]
Blue Soluciones junto con fábrica revisa todos estos factores importantes para seleccionar el calentador adecuado para cada aplicación.
Blue Soluciones provee calentadores eléctricos de proceso para todo el territorio Peruano. Para obtener más información o si tiene preguntas, envíe un correo electrónico a ventas@bluesoluciones.pe o solicite una cotización aquí.
[1] Artículo “Selecting the Proper Electric Heater for Your Process” de GP®
Es posible que sepa que muchos procesos actuales requieren un método indirecto de calentamiento, lo que implica el uso de un medio de transferencia de calor, en lugar de hacer circular el proceso directamente a través de un calentador. El aceite térmico, el agua, las mezclas de glicol y el vapor son los medios térmicos más utilizados para el calentamiento indirecto. El aceite térmico a menudo se prefiere al vapor para aplicaciones de alta temperatura porque hay menos mantenimiento, como los sistemas de aire acondicionado y purga. Los procesos de vapor requieren presiones más altas en comparación con los sistemas de aceite a temperaturas comparables, y requieren una supervisión reguladora más continua. Los calentadores de aceite térmico se usan típicamente en un sistema de circuito cerrado no presurizado. Los componentes primarios incluyen una bomba, calentador, tuberías y un tanque de expansión. Hay muchos factores que rigen el tamaño y la selección del calentador y el equipo asociado.

Hay muchos factores que rigen el tamaño y la selección del calentador y el equipo asociado. Las siguientes pautas lo ayudarán a navegar lo que puede ser un proceso de adquisición desafiante y lento:
Conocer su proceso general ayudará a determinar muchos factores relacionados con el sistema de calentamiento de fluido térmico. Los tanques y reactores con camisa generalmente tienen caídas de presión más bajas que las extrusoras o prensas. Es posible que los fabricantes de intercambiadores de calor tipo carcasa o tubo o placa ya hayan asumido una cierta caída de presión para la unidad que compró. Esta caída de presión es instrumental en la selección de la bomba y el motor adecuados.
Saber cuánto fluido térmico hay en el proceso e interconectar las tuberías ayudará a determinar el tamaño del tanque de expansión. Si ejecuta un proceso por lotes que ve ciclos regulares de temperatura, como una máquina de moldeo por inyección, una prensa de apertura múltiple o un tanque o reactor con camisa, se deberá considerar la carga de carga de las partes húmedas dentro de su maquinaria además del producto en el momento haciendo el cálculo general de transferencia de calor. El calentamiento inicial del proceso puede determinar el tamaño del calentador en lugar del proceso real de estado estacionario. Para aplicaciones continuas para las cuales necesita alcanzar la temperatura rápidamente y mantener esa temperatura, se debe aplicar un margen a la carga de calor en estado estable para asegurarse de que puede alcanzar esa temperatura de operación rápidamente.
Hay varios tipos diferentes de fluidos de transferencia de calor disponibles, y cada uno tiene sus propias ventajas y desventajas. El agua es un medio ideal de transferencia de calor (si considera solo las propiedades de transferencia de calor) pero obviamente generará presión a medida que la temperatura aumente más allá del punto de ebullición. Los aceites térmicos ofrecen capacidad de alta temperatura a bajas presiones, e incluyen materiales sintéticos o aromáticos, a base de petróleo y siliconas. La sal fundida se ha vuelto muy popular como fluido de transferencia de calor a temperatura ultra alta, con una posible operación de hasta 1,000°F (538°C).

No todos los fluidos térmicos serán adecuados para su proceso. Diferentes fluidos tendrán diferentes puntos de ebullición, puntos de inflamación y temperaturas de funcionamiento. Es importante saber la presión de vapor del fluido, ya que esto determinará la necesidad de un tanque de expansión presurizado. Las temperaturas máximas de la película deben considerarse a medida que el fluido fluye sobre los elementos de calentamiento. El fluido que seleccione será una inversión significativa; El tiempo dedicado a seleccionar ese fluido será un buen seguro para proteger esa inversión.
El diseño de su tubería es fundamental para asegurarse de que su sistema funcione correctamente. Es importante determinar la cantidad de pérdida de presión que se debe superar para dimensionar la bomba. Las tuberías más pequeñas disminuirán el costo, pero provocarán una mayor caída de presión, lo que aumentará la potencia del motor y el tamaño de la bomba. El punto más alto de la tubería es importante, ya que el tanque de expansión deberá elevarse por encima de este punto o presurizarse. Si esto no se considera, este punto formará bolsas de aire al apagarse y posiblemente desborde el tanque de expansión. También es importante que las válvulas de drenaje estén ubicadas en los puntos bajos de la tubería y las ventilas en los puntos altos de la tubería. Al instalar y probar la tubería para un sistema de aceite caliente, es importante que no se use agua, o si se usa, se elimine por completo para evitar tiempos de acondicionamiento excesivos durante la puesta en servicio.
Ahora que conocemos el proceso, el fluido y las tuberías, podemos dimensionar con precisión la bomba. La bomba debe superar las pérdidas por fricción en la tubería, la caída de presión a través del equipo de proceso y la caída de presión a través del calentador. Otros factores a considerar son los orificios de restricción, las válvulas u otros instrumentos. La tasa de flujo es la siguiente decisión importante que debe tomar. La velocidad del fluido a través de los elementos calefactores es crítica para garantizar que el fluido térmico no se degrade debido al sobrecalentamiento y al agrietamiento, o posiblemente al destello en el caso del agua. Para asegurarse de que tiene la velocidad óptima dentro del recipiente del calentador, debe permitir que el fabricante del calentador determine la velocidad de flujo requerida para el sistema y tenga en cuenta que la velocidad de flujo para el usuario se puede variar usando una válvula de control o de derivación.
Los dos tipos típicos de bombas son de desplazamiento positivo (a veces llamados bombas de engranajes) y centrífugas. Las bombas de engranajes son buenas para un flujo bajo (es decir, por debajo de 50 GPM), pero tienen deslizamiento alrededor de los engranajes en las temperaturas más altas de las aplicaciones de aceite debido a la tensión superficial reducida, y esto causa tasas de flujo más bajas. El espacio entre los engranajes y la carcasa de la bomba es muy pequeño, y generalmente son materiales diferentes. Debido a la diferencia en la expansión térmica, se recomienda calentar las bombas de engranajes muy gradualmente para evitar que la bomba se agarrote. Las bombas centrífugas son más flexibles y se recomiendan para sistemas de calentamiento de fluidos térmicos. Existen muchos tipos de bombas centrífugas en el mercado adecuadas para aceite caliente, agua o agua-glicol. Estos incluyen bombas mecánicas selladas refrigeradas por aire, bombas no selladas, como motores enlatados, bombas de accionamiento magnético y bombas compactas. Las bombas empaquetadas no se recomiendan para sistemas de calentamiento de fluidos térmicos debido a fugas. Solo hay un número muy pequeño de bombas para aplicaciones específicas que se pueden usar para sal fundida, y solo se debe elegir un proveedor que venda una bomba específicamente para este servicio.
Una vez que se ha determinado la altura dinámica total (TDH), podemos agregar un factor de seguridad de aproximadamente el 20%. Es importante no utilizar el tamaño máximo del impulsor de la bomba. Trate de mantenerse en el 75% del tamaño máximo para futuros cambios de proceso o crecimiento. Las bombas centrífugas tienen una curva característica, indicando flujo y altura. El punto de proceso en la curva debe estar dentro del 70–80% del punto de mejor eficiencia (BEP). Preste mucha atención al cabezal de succión positivo neto requerido (NPSHr). Esto determinará la elevación o cantidad de presión requerida en la expansión. Si no se satisface el NPSHr, la bomba cavitará y funcionará mal.
La selección del calentador es uno de los pasos más importantes en el sistema de calentamiento de fluido térmico. Las cosas a considerar son la densidad de vatios del calentador, la velocidad a través del calentador, la orientación del calentador y el método de control. La densidad de vatios del calentador eléctrico es crítica para proteger el aceite de la degradación. Las densidades de vatios típicas de los calentadores son 30 Watt/pulg2. para agua / glicoles, 20 Watt/pulg2. para sistemas de baja temperatura de aceite caliente y 12–15 Watt/pulg2 para unidades de temperatura de aceite caliente más altas y sales de transferencia de calor. Se prefieren calentadores de menor diámetro debido al aumento de la velocidad sobre los elementos de calentamiento. Típicamente, una relación 1: 1 entre el flujo medido en GPM y kW dará como resultado un aumento de temperatura de aproximadamente 15 ° F a través del calentador.
Los calentadores horizontales tienden a autoventilarse, mientras que los calentadores verticales requieren un método adicional para ventear. Siempre salga de un calentador líquido desde la parte superior para asegurarse de que el calentador esté inundado en todo momento. Incluya siempre un sensor de temperatura en el elemento superior de un sistema de fluido térmico para protección contra sobretemperatura. Asegúrese de haber dejado espacio para tirar e inspeccionar el paquete de calentadores periódicamente. Cuando se requiera enfriamiento, no pase por alto el calentador inmediatamente. Siempre asegúrese de que haya un flujo adecuado a través del calentador para eliminar el calor residual de los elementos internos antes de intentar desviar el flujo. Se debe tener cuidado para proteger el calentador durante una condición de bloqueo accidental.

Se debe incluir una válvula de seguridad de presión (PSV) para evitar la sobrepresión del calentador causada por la expansión térmica del fluido térmico. Los PSV del calentador suelen tener un tamaño para alivio térmico.
Los controles del calentador son tan importantes como la selección del calentador en un sistema de calentamiento de fluido térmico. Se prefiere el control de tiristores sobre el control de encendido / apagado para permitir que el calentador funcione a temperaturas más bajas y mantener un control estricto. Mantenga siempre el sistema de seguridad de sobretemperatura separado del sistema de control. Use contactores de seguridad dedicados para proporcionar un corte positivo de la energía al calentador. Esto garantiza un método de protección a prueba de fallos. Los controles típicos deben ser capaces de recibir un punto de ajuste remoto del sistema de control del usuario y también deben poder transmitir la variable de proceso al sistema de control del usuario. El panel de control generalmente está montado en el patín del calentador y la bomba, y precableado al calentador y a la bomba. Para áreas peligrosas, el panel se puede montar en una ubicación remota segura. Asegúrese de que la bomba esté enclavada con el calentador, de modo que el calentador no se energice si la bomba no está funcionando.
Existen muchos tipos de aislamiento en el mercado, pero no todos son adecuados para el servicio del sistema de fluido térmico. El aislamiento de fibra de vidrio es fácil y económico de instalar para aplicaciones de agua y glicol de agua. Para aplicaciones de aceite térmico, se debe evitar la fibra de vidrio ya que crea un riesgo de incendio, y siempre se debe usar aislamiento de celda cerrada, como el vidrio de espuma. Asegúrese de que haya suficiente aislamiento en el calentador y las tuberías para evitar lesiones al personal. OSHA generalmente recomienda un límite de temperatura de la superficie de 140 ° F, aunque debe verificar con su autoridad local o instalación para estar seguro. El aislamiento también reduce las pérdidas de calor a la atmósfera y preserva la eficiencia del sistema. Incluso si la seguridad del personal no está en duda, sus equipos y tuberías aún deben estar aislados.

A medida que el fluido térmico se calienta, se expandirá o incluso se contraerá. El agua y el agua-glicol tienen una expansión mínima; típicamente 10% o menos. El aceite térmico puede expandirse tanto como 30% a 40%, y variará ampliamente según el tipo de aceite y el fabricante. La sal fundida en realidad se contrae a medida que se derrite, y experimenta muy poca expansión, ya que continúa calentándose. Se debe proporcionar un tanque de expansión en los sistemas de aceite térmico, agua y agua-glicol para almacenar el fluido expandido y evitar la sobrepresión del sistema. Asegúrese de que haya un interruptor de nivel de líquido instalado en el tanque y conectado a la bomba y al calentador para su protección. Se recomienda un medidor de nivel para proporcionar una inspección visual del nivel del fluido. Muchos tanques de expansión están ventilados a la atmósfera. A temperaturas más altas, se recomienda instalar una capa de gas inerte (típicamente nitrógeno) en el tanque para evitar la oxidación de los aceites térmicos. También es necesario presurizar el sistema con nitrógeno cuando el fondo del tanque de expansión no está en el punto más alto de elevación en la tubería del sistema. Se recomienda que el tanque de expansión se diseñe y construya según ASME Sección VIII Div. 1; pero la decisión final es a discreción del propietario de la instalación o la autoridad local.
Los sistemas eléctricos de calentamiento de fluidos térmicos pueden instalarse en áreas peligrosas y no peligrosas. Es responsabilidad del propietario de la instalación determinar la clasificación del área en función de las consideraciones de diseño de seguridad de su planta. Las carcasas de terminales de calefacción NEMA 4 o IP56 son adecuadas para ubicaciones NEC Clase I Div 2 o IEC Zona 2. Los controles de temperatura deben purgarse con aire seco para instrumentos o colocarse en un recinto a prueba de explosión (NEMA 7). Para aplicaciones IEC, el panel debe fabricarse según Ex «p» o Ex «d». Asegúrese de que haya una certificación de terceros por parte de un Laboratorio de Pruebas Reconocido Nacionalmente (NRTL).
El comisionado y la puesta en marcha de su nuevo sistema de calentamiento de fluido térmico deben tomarse en serio. El sistema no se puede encender y operar sin una puesta en marcha adecuada. Se debe tener cuidado para eliminar el aire del agua y los sistemas de agua y glicol para evitar la cavitación de la bomba y posibles daños. El aire, el vapor y los contaminantes deben cocinarse de los sistemas de aceite caliente de una manera muy sistemática y cautelosa para evitar la sobrepresión del sistema y los posibles derrames de aceite caliente. La sal fundida está en forma sólida durante el inicio, y estos sistemas son aún más complejos de poner en servicio. Insista en que su proveedor brinde este servicio y asegúrese de que esté brindando un técnico de servicio que tenga una experiencia significativa en la puesta en servicio de sistemas de calefacción por fluido térmico.[1]

[1] Información brindada por especialistas en diseño y fabricación de calentadores traducido del inglés del documento “Electric Thermal Fluid Heating Systems: 10 Things You Should Consider When Buying or Specifying” Copyright ST®
Los filtros se clasifican según su capacidad para eliminar partículas de un tamaño específico de un fluido, pero el problema es que se aplican una variedad de métodos muy diferentes para especificar el rendimiento de esta manera.
Las clasificaciones de tamaño de poro se refieren al tamaño de una partícula u organismo específico retenido por el medio filtrante hasta un grado específico de eficiencia. Un filtro marcado con ’10 micrones’ tiene cierta capacidad para capturar partículas tan pequeñas como 10 micrómetros. Sin embargo, no sabe exactamente lo que esto significa a menos que también tenga una descripción de los métodos de prueba y los estándares utilizados para determinar la clasificación del filtro.
Las dos clasificaciones de medios informadas más utilizadas son la clasificación nominal y absoluta en micras.
La calificación absoluta, del punto de corte, de un filtro se refiere al diámetro de la partícula esférica de vidrio más grande, normalmente expresada en micrómetros (µm), que pasará a través del filtro en condiciones de laboratorio.
Representa el tamaño de la abertura de los poros del medio filtrante. Los medios filtrantes con un tamaño de poro o apertura exacto y constante, por lo tanto, al menos teóricamente, tienen una clasificación absoluta exacta.
La clasificación absoluta no debe confundirse con la partícula más grande que pasa por un filtro en condiciones de funcionamiento: la clasificación absoluta simplemente determina el tamaño de la perla de vidrio más grande que pasará a través del filtro en condiciones de diferenciales de presión muy bajas y sin pulsaciones.
Esto generalmente no se aplica en la práctica: el tamaño de los poros se modifica por la forma del elemento de filtro y no es necesariamente consistente con las áreas abiertas actuales. Además, la forma actual de los contaminantes no es esférica y las dos dimensiones lineales de la partícula pueden ser mucho más pequeñas que su nominal, lo que le permite pasar a través de un orificio mucho más pequeño (es decir, partículas cilíndricas con un espesor menor que la abertura de la ranura del filtro).
El paso de partículas de gran tamaño de esta manera depende en gran medida del tamaño y la forma de la abertura y de la profundidad a la que se proporciona el filtrado.
La mayoría de los filtros generan un lecho filtrante: los contaminantes que se acumulan en la superficie imparten una acción de bloqueo que disminuye la permeabilidad del elemento y mejora la eficiencia del filtro. Cuando el bloqueo es tan severo que la caída de presión es excesiva, el caudal a través del sistema disminuye seriamente. Esto explica por qué el rendimiento de un filtro a menudo puede exceder su clasificación dada en función del rendimiento de un elemento limpio y por qué las cifras de prueba pueden diferir ampliamente con diferentes condiciones de prueba en elementos idénticos.
Se puede argumentar que el término calificación absoluta no es una descripción realista. Estrictamente hablando, el término absoluto indica que ninguna partícula mayor que esa clasificación puede pasar a través del filtro, lo que limita el tipo de medio a aquellos de tamaño de poro constante donde muestran un 100% de retención de partículas.
La clasificación nominal se refiere a un filtro capaz de cortar un porcentaje mínimo designado en peso de partículas sólidas de un contaminante específico (generalmente nuevamente, perlas de vidrio) mayor que un tamaño de micra establecido, normalmente expresado en micrómetros (mm). Es decir, 90% de 10 micrones.
También representa una cifra de eficiencia nominal, o más correctamente, un grado de filtración.
Las condiciones del proceso, como la presión de funcionamiento, la concentración de contaminantes, etc., tienen un efecto significativo en la retención de los filtros. Muchos fabricantes de filtros utilizan pruebas similares pero, debido a la falta de uniformidad y reproducibilidad del método básico, el uso de clasificaciones nominales ha caído en desuso.
La clasificación media del filtro se refiere a la medición del tamaño medio de los poros de un elemento filtrante. Establece el tamaño de partícula por encima del cual el filtro comienza a ser efectivo. Está determinado por la prueba del punto de burbuja y es más significativo que una clasificación nominal y, en casa de los elementos de filtro con tamaño de poro variable, más realista que una clasificación absoluta.
Fuente: ‘Filters and Filtration Handbook’, T Christopher Dickenson, Elsevier, 1 de enero de 1997
Blue Soluciones ofrece una variedad de filtros y elementos filtrantes para la industria. Si deseas más información acerca de los filtros o los elementos que tenemos para ofrecerte, haz clic en alguna de los siguientes imágenes:


«Para la conservación, seguridad y protección del medio ambiente»

Las válvulas de venteo, también llamadas válvulas alivio de presión/vacío (PVRV – Pressure vacuum relief valves) están diseñadas para usarse en tanques de almacenamiento de líquidos atmosféricos y de baja presión. Aquí explicaremos por qué se necesitan las válvulas de alivio presión/vacío en tanques y el método de dimensionamiento y especificación de las válvulas. Se identifican los peligros asociados con la acumulación de presión y vacío, especialmente en tanques que almacenan líquidos inflamables y combustibles. También explicaremos el funcionamiento de las válvulas, su papel en la operación segura de la planta y la importancia de minimizar la evaporación y emisiones.
ACUMULACIÓN DE PRESIÓN/VACÍO
El uso de tanques y recipientes de gran capacidad para el almacenamiento temporal de líquidos inflamables o combustibles es una práctica común en una amplia gama de empresas comerciales e industriales. Estos tanques proporcionan contenedores de volumen fijo para contener los líquidos transferidos (llenado y vaciado) a través de sistemas de tuberías conectados. En cualquier tanque de techo fijo, el volumen por encima del nivel del líquido se conoce como espacio de vapor.
Suponga que un tanque es completamente hermético al vapor y que se bombea líquido dentro y fuera del tanque. Llenar el tanque eleva el nivel del líquido y hace que el espacio de vapor disminuya (los vapores se comprimen), con el consiguiente aumento de la presión en el espacio de vapor. Alternativamente, si se extrae líquido del tanque, el espacio de vapor aumenta (se permite que los vapores se expandan) y la presión en el espacio de vapor disminuye.
Ahora suponga que el tanque está nuevamente completamente hermético al vapor, no se está transfiriendo líquido (el nivel del líquido no cambia), pero el líquido en el tanque se está calentando o enfriando. La adición de calor hace que se generen vapores que evolucionan hacia el espacio cerrado de vapor. El resultado es un aumento de presión en el espacio de vapor. El enfriamiento del líquido provoca la contracción de los vapores y la correspondiente disminución de la presión en el espacio de vapor.
Los escenarios descritos anteriormente reflejan los peligros comunes asociados con el almacenamiento de líquidos inflamables en tanques de techo fijo. A menos que los tanques estén equipados con dispositivos de venteo debidamente diseñados y especificados, la presión excesiva y/o las acumulaciones de vacío en el espacio de vapor pueden provocar daños graves en el tanque. Las válvulas de alivio de presión y vacío están diseñadas específicamente para abordar y eliminar esta situación potencialmente peligrosa.

Venteo normal: en las operaciones diarias del tanque, los cambios en el nivel de líquido se deben al llenado y vaciado rutinario del tanque. Los cambios en la temperatura de los vapores y líquidos en el tanque son el resultado de variaciones en las temperaturas atmosféricas ambientales (por ejemplo, temperaturas más altas durante el día; temperaturas más frías durante la noche). Descargar el volumen de vapores generados (alivio de presión), o inhalar el volumen de aire de reposición requerido (alivio de vacío), durante tales actividades se define como venteo normal.
Venteo de emergencia: la temperatura del líquido y los vapores almacenados también puede aumentar como resultado de la exposición del tanque a un fuego externo. Se puede transferir una cantidad significativa de calor a través de la pared del tanque y el volumen de vapores generados como resultado de esta entrada de calor puede ser sustancial. Proporcionar un medio para descargar este gran volumen de vapores y prohibir un aumento de presión dentro del tanque se define como venteo de emergencia.
PÉRDIDAS POR EVAPORACIÓN
Además de proteger un tanque de la presión y el vacío excesivos, las válvulas de presión/vacío (PVRV) también juegan un papel clave en la reducción de las pérdidas por evaporación del producto y las emisiones fugitivas. Las PVRV están diseñadas para permanecer cerradas hasta que deban abrirse para proteger los tanques. Los vapores están contenidos y no se liberan a la atmósfera. La reducción en la pérdida de producto en comparación con una tubería de venteo abierta es significativa. Se minimiza la emisión de vapores a la atmósfera. Las PVRV de los tanques son una herramienta importante en los intentos de cualquier empresa de cumplir con los mandatos de la Ley de Aire Limpio sobre la contaminación del aire.
OPERACIÓN DE VENTEO
El método de funcionamiento de las PVRV es sencillo. Las válvulas están montadas en una conexión de boquilla que conecta al espacio de vapor del tanque. Cada válvula incluye un asiento mecanizado que está cerrado por un disco de sellado móvil (conjunto de paleta). El conjunto de paleta se mantiene en su posición cerrada mediante pesos, resortes o pasadores de pandeo (según el estilo de venteo). La cantidad de fuerza de cierre aplicada determina el punto de ajuste del venteo. La presión en el espacio de vapor del tanque empuja contra el conjunto de paleta, en oposición a la fuerza de cierre. Cuando la presión del tanque alcanza el punto de ajuste de venteo, el conjunto de paleta se eleva y se permite que los vapores escapen del tanque a través de la válvula. La presión y/o vacío en el espacio de vapor del tanque se mantiene dentro de un rango seguro dentro de los limites de diseño del tanque.




Las válvulas de alivio de presión/vacío están disponibles en una variedad de tamaños. Las válvulas de mayor tamaño proporcionan una mayor capacidad de flujo que las válvulas de menor tamaño. Al elegir el tamaño adecuado, la siguiente información es importante:
1. LA CANTIDAD DE VAPOR/AIRE QUE DEBE PASAR A TRAVÉS DE LA VÁLVULA.
La cantidad de vapores que deben eliminarse generalmente se indica en pies cúbicos estándar de aire por hora (SCFH) o metros cúbicos de aire por hora (m3/h). Los métodos para calcular estos volúmenes para situaciones específicas de ventilación normal y de emergencia se pueden encontrar en 29CFR – OSHA 1910.106.
2. LA PRESIÓN/VACÍO DE DISEÑO DEL TANQUE DE ALMACENAMIENTO.
Los tanques de almacenamiento son estructuras mecánicas. Hay límites en cuanto a la presión y el vacío que pueden soportar antes de que se dañen. Estos límites se conocen como presión y vacío de diseño del tanque.
3. CUALQUIER CARACTERÍSTICA DE FUNCIONAMIENTO DEL SISTEMA DE TANQUE QUE REQUIERA QUE SE MANTENGA UNA PRESIÓN O VACÍO ESPECIFICADA EN EL TANQUE (MINIMUM VENT SET POINT).
La válvula de alivio permanecerá cerrada hasta que se alcance la presión de seteo. Si es necesario mantener algo de presión en el tanque durante las operaciones normales, la válvula debe setearse de manera que no se abra y no comience a aliviar por debajo de esa presión.
4. LA CAPACIDAD DE FLUJO DE LA VÁLVULA.
Cada tamaño y estilo de válvula de alivio hará fluir volúmenes específicos de vapores a una presión determinada. Estas capacidades de flujo de venteo están disponibles en la ficha técnica del modelo de la válvula.
La clave para dimensionar una válvula para aliviar la presión o el vacío es asegurarse de que la válvula (con set point) elegida fluya la cantidad requerida de vapores a una presión menor que la presión de diseño del tanque. Esto asegura que nunca se exceda la presión o el vacío de diseño del tanque.
MATERIALES DE CONSTRUCCIÓN
Las válvulas de alivio están disponibles en una amplia gama de materiales (aluminio, acero inoxidable, hierro dúctil, hastelloy, PVC, FRP, etc.). El material debe ser compatible con las condiciones de servicio. La elección inadecuada del material puede provocar la contaminación del producto almacenado o la reducción de la capacidad del respiradero para funcionar de forma segura. La información sobre la resistencia a la corrosión de los materiales en diversas condiciones de servicio está disponible en manuales de corrosión y diccionarios químicos.
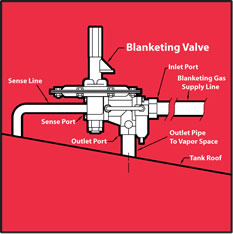
Las válvulas de blanketing para tanques (también llamadas válvulas de inertización) se utilizan comúnmente en sistemas de almacenamiento de tanques donde es deseable reducir los peligros asociados con los líquidos inflamables o minimizar la contaminación o degradación del producto que puede resultar de la entrada de aire en el espacio de vapor del tanque. En esta sección, se proporcionará información básica sobre las válvulas de blanketing. Se sugiere que se comunique con Blue Soluciones cuando revise una aplicación específica de protección de tanques. Este artículo explica la función de las válvulas de blanketing, describe su método de operación y proporciona pautas para el tamaño y la especificación de las válvulas.
Una válvula de blanketing utiliza un suministro de gas a alta presión para mantener una capa de gas a baja presión sobre el material almacenado en un tanque de almacenamiento. El gas generalmente no es inflamable y químicamente no reactivo cuando se mezcla con los vapores del producto almacenado. El gas, generalmente nitrógeno inerte, se inyecta según sea necesario para mantener una atmósfera no inflamable en el espacio de vapor. La presión de cobertura suele ser muy baja, menos de 1 libra por pulgada cuadrada (PSIG).
Las válvulas de blanketing sirven para varios propósitos:
Una válvula de blanketing (o válvula de inertización) generalmente se monta en la parte superior de un tanque de almacenamiento junto con una válvula de alivio de presión/vacío (PVRV) y una tapa de venteo de emergencia (emergency vent). La tubería del suministro de gas de protección se conecta a la entrada de la válvula y la salida de la válvula se conecta al tanque. Una línea de detección va desde una ubicación remota en el tanque hasta el puerto de detección de la válvula, proporcionando así presión de control para la válvula.
La válvula de blanketing proporciona alivio de vacío primario para el tanque. Se abre y suministra gas al espacio de vapor cuando la presión disminuye al punto de ajuste de la válvula. Cuando aumenta la presión del espacio de vapor, la válvula se vuelve a sellar. La válvula de presión/vacío está dimensionada para ocuparse de las condiciones de sobrepresión y vacío provocadas por condiciones imprevistas o fallas del equipo. El ajuste de presión de la válvula de presión/vacío se establece en un ajuste ligeramente más alto que la presión de blanketing en el tanque, pero por debajo de la presión máxima que el tanque puede soportar. De manera similar, el ajuste de vacío se establece en una configuración de vacío más alta que la que provocan las condiciones de operación normales y por debajo de la presión de vacío máxima que el tanque podría soportar. Un arrestallamas colocado en forma apropiada proporcionaría protección adicional en caso de falla de gas inerte. Una tapa de venteo de emergencia también puede ser colocada en el tanque, el ajuste ligeramente por encima del ajuste de la presión de la válvula de presión/vacío.
Lo más importante y difícil es el dimensionamiento y el seteo de la presión de la válvula de blanketing, válvula de presión/vacío y venteo de emergencia. En Blue Soluciones hemos realizado un cuadro que te ayudará a setear cada válvula:

Los datos sobre las características de flujo de las válvulas de blanketing están disponibles la hoja de datos de cada modelo, si no lo tienes, puedes pedirlo al correo de Blue Soluciones. Esta información define el flujo máximo de gas a través del dispositivo para una presión de gas de suministro específica y un punto de ajuste específico. Esta capacidad de flujo total a través de la válvula se puede reducir mediante el uso de tapones de flujo especialmente diseñados. Se puede determinar la válvula de blanketing adecuada para cumplir con los requisitos de flujo del sistema de tanque.
Una vez que se ha elegido la válvula básica, se deben revisar las opciones que pueden mejorar o simplificar las operaciones del sistema. Entre las opciones más comunes se encuentran:

Los calentadores de proceso eléctricos permiten el calentamiento directo de los fluidos de proceso con una eficiencia de transferencia de calor de casi el 100% de los elementos de calentamiento. En un calentador eléctrico directo, el fluido del proceso está en contacto directo con los elementos de calentamiento eléctrico.
Este método de calentamiento directo es adecuado para aplicaciones de inmersión y circulación.
Si bien el calentamiento directo es la forma más sencilla y eficiente de utilizar un calentador eléctrico, existen muchas buenas razones para utilizar métodos indirectos, como un sistema eléctrico de calentamiento por fluido térmico.
En estos sistemas de calentamiento indirecto, el calentador eléctrico puede calentar glicol, agua u otro fluido térmico y hacer que circule a un intercambiador de calor donde el calor del fluido se transfiere al proceso.
La capacidad dual de los calentadores eléctricos permite la selección de métodos de calentamiento directos o indirectos según las necesidades de la aplicación. Como resultado, los calentadores eléctricos se utilizan en una gama versátil de aplicaciones de proceso. La selección adecuada del material del elemento por parte del ingeniero permite el calentamiento directo de fluidos volátiles, cáusticos o reactivos, ampliando aún más la gama de aplicaciones que pueden acomodarse.
¿Tiene requisitos especiales de calefacción que no puede cumplir un calentador de proceso eléctrico estándar? Blue Soluciones es un importante distribuidor en Perú de calentadores de proceso eléctricos diseñados a medida.
La siguiente lista de verificación está diseñada para ayudar a priorizar sus necesidades de calefacción, de modo que pueda seleccionar el calentador de proceso eléctrico adecuado para el proyecto:
El volumen o la velocidad de flujo del fluido a calentar (junto con otras propiedades, térmicas y físicas) será un factor determinante con respecto al tamaño del calentador requerido. El volumen o la velocidad de flujo del fluido y el aumento de temperatura están directamente relacionados con la cantidad de energía que se necesita para calentar el fluido, es decir, cuanto mayor sea el volumen o la velocidad del flujo, mayor será el calentador.
Simplemente aumentar el rendimiento térmico de un elemento calefactor relativamente pequeño para calentar un volumen o caudal más grande no es necesariamente el mejor enfoque. Hacerlo puede aumentar la temperatura promedio del fluido al rango deseado, pero dependiendo de la viscosidad y la conductividad térmica del fluido, también puede provocar que el fluido más cercano a los elementos calefactores (conocido como temperatura de la película) se exponga a temperaturas demasiado altas.
El calentamiento excesivo cerca de los elementos térmicos puede causar:
Por esta razón, es importante usar un elemento calefactor con la densidad de vatios adecuada (la producción de energía para un área de superficie dada) para cada fluido de proceso específico. Las densidades de vatios suelen oscilar entre 2 y 60 W/in2. La densidad de vatios de 2 W/in2 se usaría en una aplicación para un fluido altamente viscoso como el alquitrán, mientras que 60 W/in2 se usaría para una aplicación de agua limpia.
La temperatura objetivo es igualmente importante para el flujo / volumen al determinar la potencia de salida requerida del calentador de proceso eléctrico. El aumento de temperatura se define como la temperatura objetivo menos la temperatura inicial. Cuanto mayor sea el aumento de temperatura, mayor será la potencia de salida requerida para lograr ese aumento de temperatura.

La temperatura del proceso objetivo también será un factor determinante para el calentador y la composición del material del recipiente. Las temperaturas más altas requieren materiales que no solo tengan una resistencia adecuada al calor, sino también a la corrosión y a otros procesos químicos, que pueden ocurrir a una velocidad acelerada en presencia de calor.
Las propiedades térmicas y físicas del fluido son un factor clave para determinar la densidad de vatios adecuada para el calentador. Un fluido con alta conductividad térmica y baja viscosidad, por ejemplo, puede usar un calentador con un alto rendimiento térmico (y mayor densidad de vatios) en comparación con un fluido con baja conductividad térmica y alta viscosidad. Esto a su vez tiene un impacto no solo en la forma en que se calienta el fluido, sino también en la vida útil del calentador; Si el fluido no puede eliminar el calor a una velocidad adecuada, eventualmente puede causar daños a los elementos calefactores.
Otras propiedades físicas y químicas del fluido también pueden ser importantes para determinar su elección de elementos de calentamiento. Los fluidos corrosivos o altamente reactivos pueden requerir materiales con propiedades anticorrosivas mejoradas. Los requisitos de salud y seguridad especializados también pueden tener un impacto en la elección de los materiales de los elementos calefactores.
El espacio y otros requisitos físicos pueden afectar la elección del tamaño y la orientación del calentador de proceso eléctrico. Un espacio limitado puede requerir un diseño de calentador que sea más corto en longitud con un diámetro mayor. También se pueden proporcionar diferentes orientaciones del calentador según la aplicación.

Una configuración de calentador vertical podría ser un sustituto ideal para una configuración horizontal, donde el espacio del piso es limitado pero la altura del techo no lo es.
Con la asistencia de Blue Soluciones, los requisitos de montaje del calentador no son un problema. Los calentadores de circulación se pueden montar horizontalmente, verticalmente e incluso en una pendiente (para usar con líquidos que requieren vaporización).
Blue Soluciones envía calentadores desmontados o empacados como skids, contáctanos para más información
Si esta información te pareció útil, por favor déjanos tus impresiones, preguntas o consultas abajo en la parte de comentarios.

Las válvulas industriales son de varios tipos, como válvulas de compuerta, válvulas de globo, válvulas de bola, válvulas de mariposa, válvulas de retención, válvulas de presión y válvulas de diafragma, etc. Estas válvulas realizan varias funciones con un principio de funcionamiento diferente.
En los últimos años, por ejemplo, existe una gran demanda de válvulas de mariposa, ya que se utilizan ampliamente en las industrias de automatización, petróleo y gas.
En relación sólo a las válvulas manuales, vamos a explicar los diferentes tipos de válvulas industriales manuales según su forma:
Las válvulas de compuerta están diseñadas para servir como válvulas de aislamiento. Estas válvulas ayudan a controlar el flujo de líquido a través de las tuberías. Para iniciar o detener el flujo de agua o cualquier otro tipo de líquido, estas válvulas se fijan a las tuberías. Las válvulas de compuerta se utilizan para diversos fines y se pueden ver comúnmente en hogares y centros comerciales. Para la fabricación de estas válvulas se utilizan diferentes materiales como acero inoxidable, hierro fundido, acero aleado, acero forjado, etc.

Las válvulas de compuerta se utilizan para detener o iniciar el flujo de agua. El funcionamiento de las válvulas de compuerta incluye el levantamiento de una circular de la compuerta rectangular fuera de la trayectoria del fluido. Cuando las válvulas de compuerta están abiertas, no habrá nada que obstruya el flujo ya que el diámetro de la tubería y la compuerta tienen la misma apertura. El tamaño de la válvula se puede determinar con este diámetro de agujero.
Ventajas
Desventajas
Aplicaciones:
Las válvulas de compuerta son adecuadas para su uso en condiciones de alta temperatura y presión. Se utilizan para aplicaciones on-off.
Las válvulas de globo se encuentran entre los tipos de válvulas más populares que se utilizan en diversas aplicaciones. Estas válvulas son similares a las válvulas de compuerta y utilizan movimiento lineal para acelerar el flujo. Se utilizan para controlar el flujo en una tubería y se regulan mediante la posición de un disco móvil (o tapón) en relación con el asiento del anillo estacionario. La principal ventaja de una válvula de globo es que no tiene tantas fugas como otras válvulas.

Las válvulas de globo se componen de un deflector que divide el interior de la tubería, que suele ser paralelo a la longitud de la tubería. Reciben su nombre por la forma de su cuerpo esférico con las dos mitades del cuerpo separadas por un deflector interno. Consiste en un elemento de tipo disco móvil y un asiento de anillo estacionario en un cuerpo generalmente esférico.
Ventajas
Desventajas
Aplicaciones:
Las válvulas globo se utilizan principalmente con fines de regulación. Pueden considerarse válvulas de control de flujo de uso general que se utilizan para aplicaciones de baja y alta temperatura.
Como sugiere el nombre, las válvulas tipo bola son válvulas que utilizan una bola para controlar el flujo de sustancias de una abertura a la siguiente. Estas válvulas funcionan permitiendo que el orificio se abra, bloquee o se abra parcialmente para regular el flujo de gas/líquido. Las válvulas de bola son la opción ideal para usar con gases, ya que pueden ofrecer un mejor sellado. Son muy versátiles ya que soportan presiones de hasta 700 bares y temperaturas de hasta 200°C y los tamaños suelen oscilar entre 0,5cm y 30cm. Son fáciles de operar y reparar ya que contienen una estructura simple.

Están diseñados con medidas especiales que permiten solo una rotación de 90 grados que se requiere para la apertura y cierre de la válvula (cuarto de vuelta). Estas válvulas son una elección industrial notable debido a su sellado confiable y hermético cuando están en la posición cerrada.
Ventajas
Desventajas
Aplicaciones:
Las válvulas de bola se utilizan para el control de flujo y presión y bloqueo (shut off) para fluidos corrosivos, lodos, líquidos y gases normales. Se utilizan en la industria del petróleo y el gas natural, pero también encuentran un lugar en muchos sectores de fabricación, almacenamiento de productos químicos e incluso usos residenciales.
Las válvulas mariposa están diseñadas para regular el flujo, pero con capacidad de control limitada. Las válvulas de mariposa se operan fácilmente girando una manija 90 grados. Consiste en un disco de metal en el cuerpo de la válvula que se coloca perpendicular al flujo en la posición cerrada. La regulación del flujo de líquido se puede permitir mediante rotaciones intermedias. Las válvulas de mariposa están configuradas para funcionar de forma electrónica, manual o neumática.

Se pueden utilizar para una amplia gama de aplicaciones dentro del suministro de agua, tratamiento de aguas residuales, protección contra incendios y suministro de gas, en las industrias química y petrolera, en sistemas de manejo de combustible, generación de energía, etc. Estas válvulas pueden ser operadas por mangos, engranajes o actuadores según necesidades específicas.
Ventajas
Desventajas
Aplicaciones:
Las válvulas mariposa se pueden utilizar en servicios farmacéuticos, químicos y de procesamiento de alimentos. Se utilizan para líquidos corrosivos a baja temperatura y presión. Hoy en día debido a las mejoras de diseño, calidad de fabricación y cierre hermético son cada vez más usadas en el sector de minería y gas natural.
Las válvulas de retención también se conocen como válvulas check o de no retorno (NRV por sus siglas en inglés). Permiten que el líquido fluya en una sola dirección y previenen el reflujo de los medios en la dirección inversa. El propósito de las válvulas de retención es evitar que el flujo del proceso se invierta en el sistema, lo que podría dañar el equipo o alterar el proceso.

Se encuentran comúnmente protegiendo bombas en aplicaciones líquidas o compresores en sistemas de gas donde el reflujo podría hacer que la bomba o el compresor se apaguen. El diseño básico de una válvula de retención reduce el reflujo en una línea.
Como tienen un diseño más simple, pueden operar sin interacción humana ni automatización. Dependen de la velocidad del flujo del fluido para abrir y cerrar. Cuanto mayor sea el caudal, más abierta estará la válvula hasta que alcance su posición máxima, completamente abierta.
Ventajas
Desventajas
Aplicaciones:
Las válvulas de retención se utilizan en una variedad de mercados y aplicaciones, ya que contienen un diseño simple y opciones de materiales versátiles. Ayudan a prevenir el reflujo y mantener la presión.
Las válvulas de retención se pueden ver en industrias como refinación, petroquímica, química, etc., producción de yacimientos petrolíferos, agua, vapor, refinación de petróleo y fluidos viscosos. También se encuentran comúnmente en los sistemas de gestión de aguas residuales y en la industria en general.
📔 Guía práctica para la selección de válvulas industriales}
Para ayudarte a comprender todo lo que necesitas saber sobre las válvulas industriales y como saber cual elegir de acuerdo a la aplicación, los ingenieros de Blue Soluciones han elaborado una guía electrónica para la selección de válvulas industriales manuales:
Ahora contamos con una nueva imagen corporativa, espera para ver todos los nuevos y productos y servicios que tenemos para ti!